
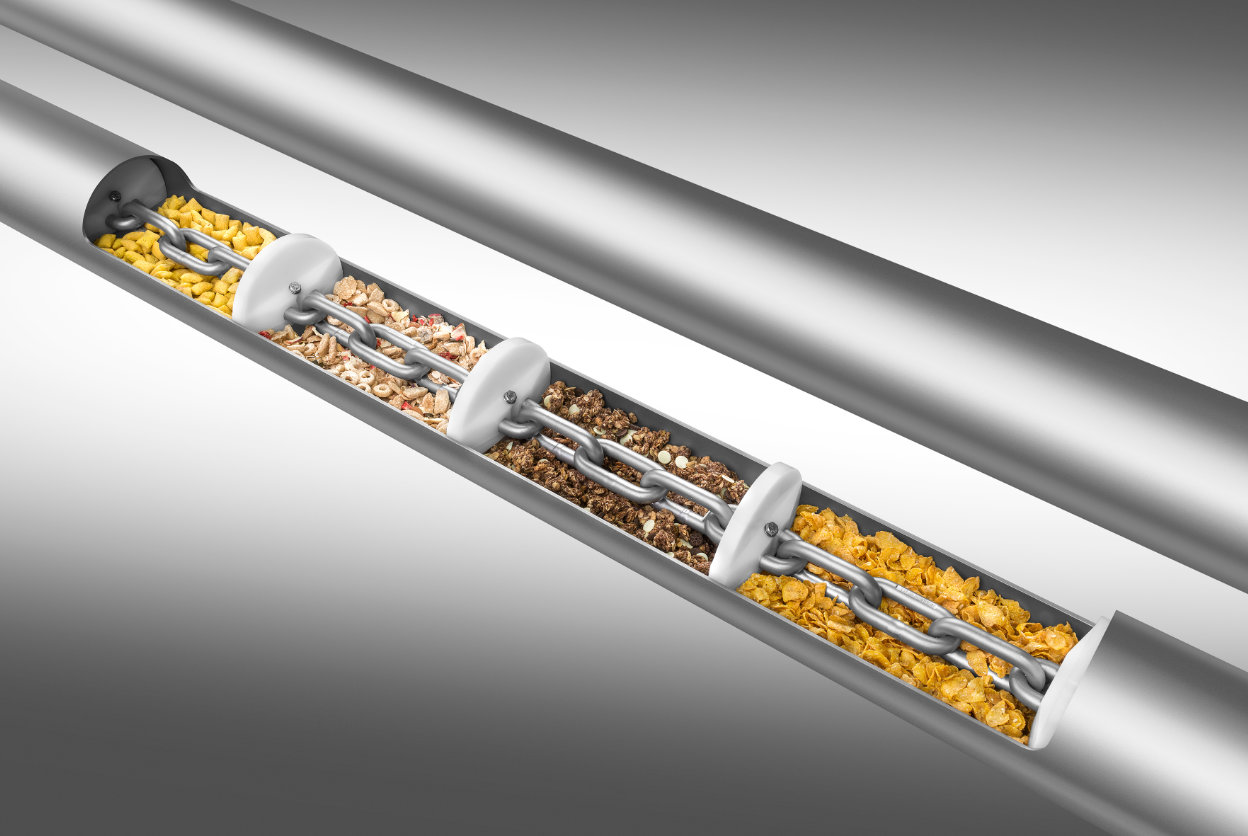
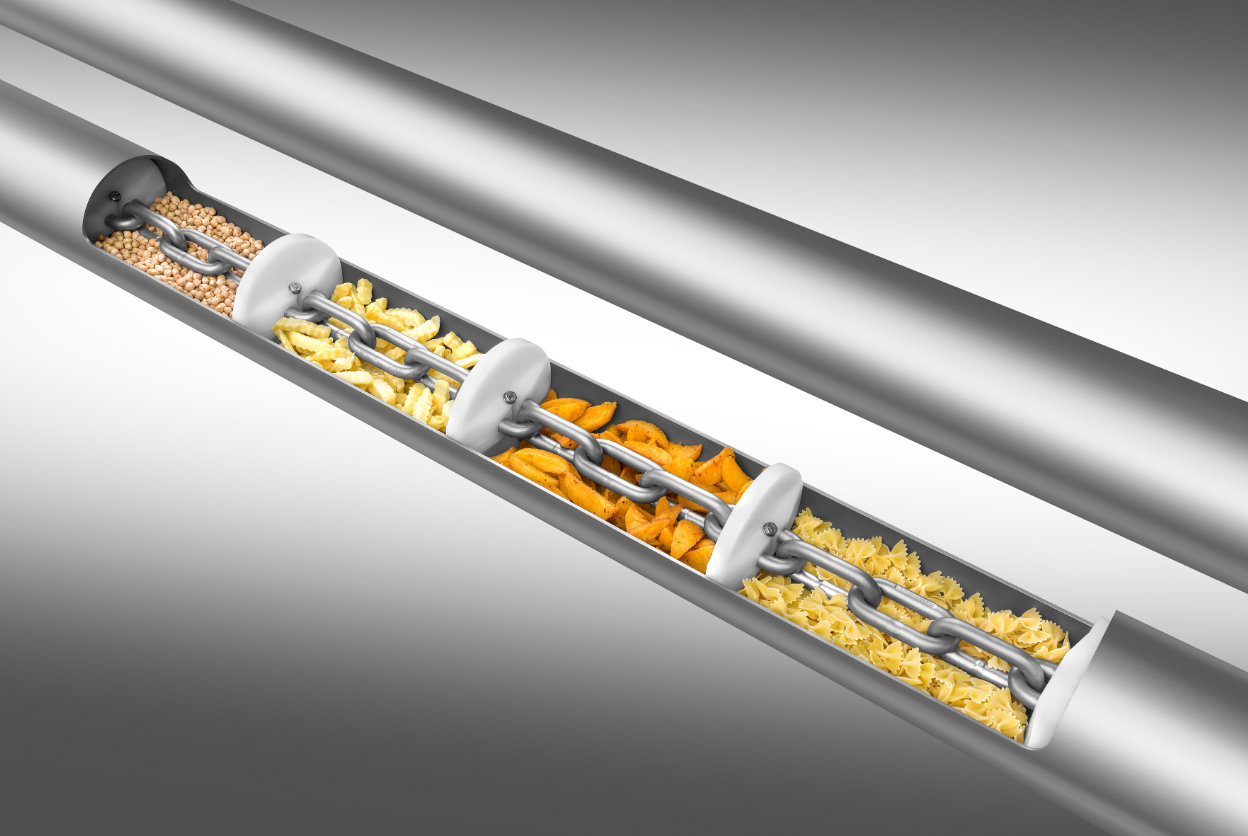
Food conveyor systems
We have a tremendous amount of experience working with customers from the food industry. And that’s not only why we know that our extremely strict standards enable us to meet the most demanding cleanliness requirements, but also confirmation of the fact that we know exactly how to handle sensitive bulk materials.
When designing our systems, we pay close attention to the corresponding cleaning processes, incorporate large cleaning access points for cleaning, and avoid harbor points and blind spots to the greatest extent possible in order to eliminate the need for time-consuming intermediate cleaning. In fact, we can even incorporate CIP ports.
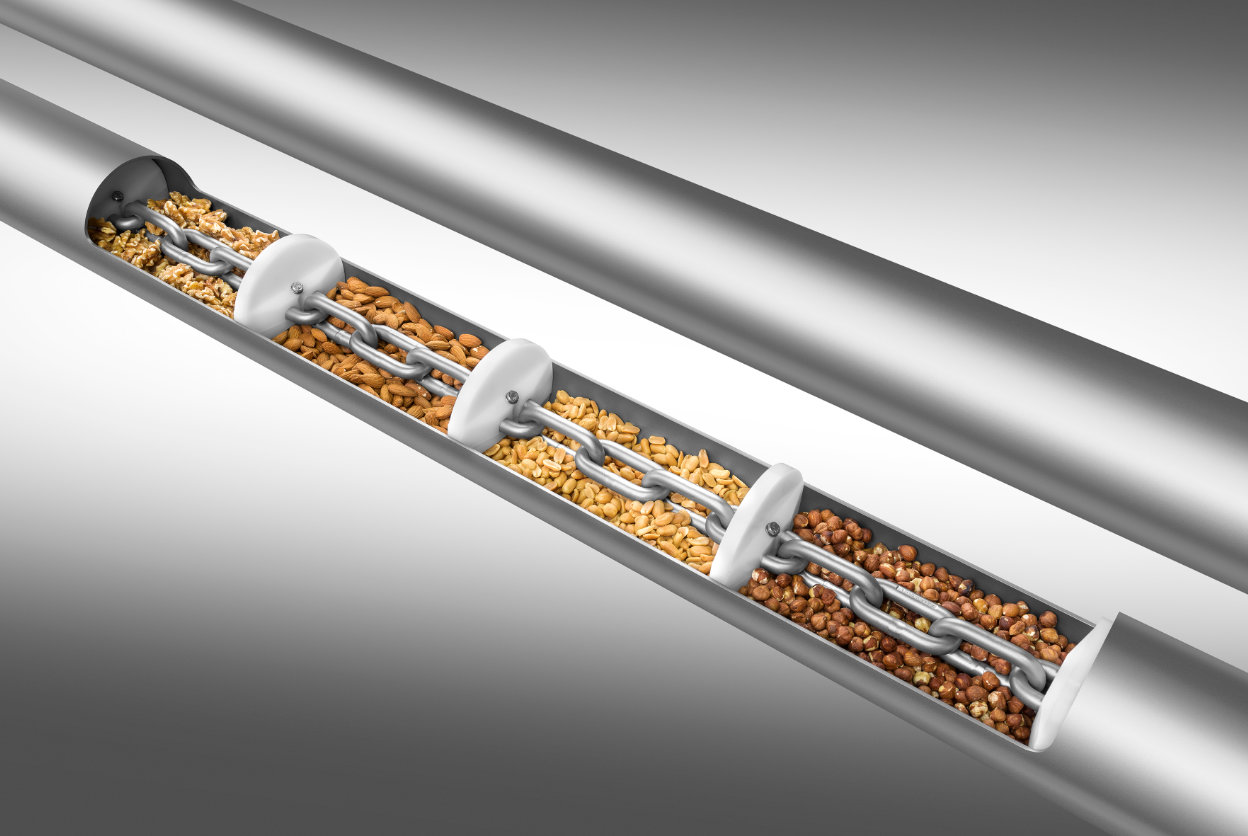
Förderung von Hülsenfrüchten für die Lebensmittelindustrie
- Flexible line layout
- Low maintenance
- Dustproof, gas-tight, and pressure-tight
- Explosion-proof
- Conveying distances of up to 60 m horizontally or 40 m vertically
- Low power consumption; takes up very little space
- ATEX-compliant versions available
- Dust-ignition-proof
- Available in five sizes
- Can have multiple inlets and outlets
