
Mobile railroad car unloading

Also flexible when on the go.
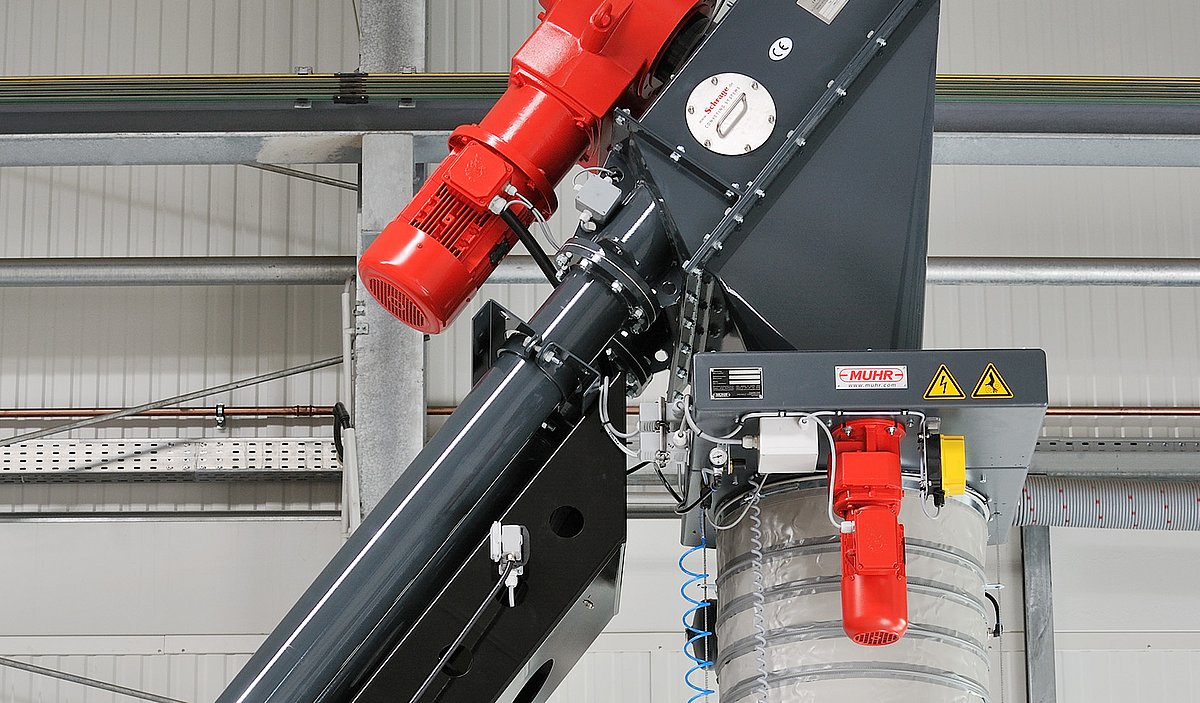
Our mobile tube chain conveyors can be equipped with a mobile frame, a docking station, a reciprocating compressor, a dust particle filter, a control cabinet, and a loading set. The loading head can move from side to side, enabling it to compensate for inaccurate silo vehicle positioning. As you can see, making sure our products are packed chock-full of functionality is important to us!
The mobile conveyor is available in five different sizes, with the ideal size depending on the delivery rate you need, and can convey bulk materials with throughput rates of up to 80 m³/h. And if you’re curious, we’ll let you in on a secret: the model names for our systems are based on the corresponding tube diameters (15, 135, 160, 200, and 270).

- Dustproof, gas-tight, and pressure-tight
- Challenging bulk materials (abrasive, toxic, explosive, sticky, or chemically aggressive) can be conveyed without a problem
- Virtually maintenance-free
- Low grain destruction
- Smooth product changes
- High degree of residue emptying
- Easy to clean
